Hydrotesting or EMI Scanning?
Introduction
This paper addresses a common misconception regarding the field testing and inspection of oilfield production tubing. It seems that Electromagnetic Inspection (EMI) has been promoted as a modern replacement for the well-established hydrostatic method of testing oilfield tubulars. Although EMI has improved dramatically over the past 50 years, it is still only half of the tubing integrity equation. What were once considered alternative methods are actually complementary steps in a comprehensive flaw detection program.
Background
New technologies in oil and gas exploration continue to stretch the limits of production tubing. Increases in temperatures and pressure, corrosive gases, and deeper, deviated well bores make pipe integrity more critical today than ever before. As conditions become even more extreme, oilfield tubulars will continue to dramatically affect the production capability of every oil and gas well.
A study of over 32,000 wells in the U.S. has revealed that tubing problems account for 42% of all well failures. This would indicate that nearly half of all losses incurred from well failure could be avoided if defective and potentially defective pipes were removed from the well bore, not to mention production efficiency losses that have not yet degraded to complete well failure.
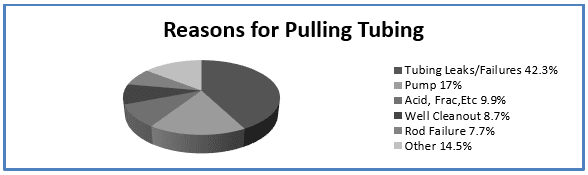
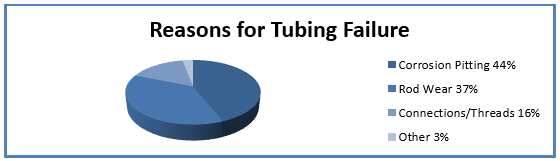
That same survey found that corrosive pitting, rod wear, and wall loss are the major causes of tubing failure. Depending on severity and location, these problems are identified in the field using hydrostatic pressure testing or electromagnetic inspection. Each process has strengths and limitations that should be examined to determine the proper pipe integrity strategy.
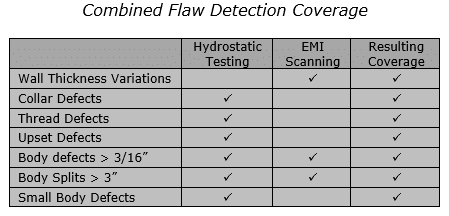
Hydrostatic testing has been used in the oilfield for well over 50 years. It is a full joint test that is capable of detecting a variety of flaws and leaks. When employed above Maximum Operating Pressure (MOP), hydrostatic testing is an excellent indication of pipe integrity. Unlike other technologies, hydro-testing is able to locate defects in the upset, collars, and threads. Performing this test as pipe is run into the hole is especially useful because the connections are verified as they will be during production. For example, if the well servicing crew happens to over/under torque a connection, the resulting leak is easily identified by the hydrostatic operator.
The most obvious limitation of hydrostatic testing is its “pass or fail” nature. If it were known that a section of pipe barely passed the hydrostatic test, it would make sense to remove it from the production string. Lacking that capability, it is advantageous to find a complementary method to determine long term sustainability.
Electromagnetic Inspection, in its primitive form, has been in use since the mid 1950’s. Modern flux leakage-based systems eliminated the problems associated with radioactive components and the need for sensors to remain in contact with the pipe. Improving technology has also allowed for multiple flaw detection channels and 360-degree full body coverage. Although the technology for true high-speed wall thickness measurement is still several years away, EMI is very effective at detecting subtle and abrupt changes in wall thickness along the body of the pipe. Once an indication is given, an ultrasonic device is used to measure the actual wall loss. In theory, a spot check of an infinite number of points on the surface of each pipe with an ultrasound device would produce better data than a magnetic flux cross-section, but using EMI scanning to locate anomalies for ultrasonic verification is far less time consuming and thereby more cost effective.
The limitations of EMI scanning vary, depending on the standard to which it is being held. When compared for the purposes of replacing a hydrostatic test, the “body wall only” coverage and reduced ability to detect flaws smaller than 3/16” and splits less than 3” would seem like a drawback. When examined in light of its primary purpose (wall loss monitoring), any significant flaw detection capability could be viewed as an additional benefit.
Solution
Only through an honest assessment of each technology’s limitations can we begin to understand the benefit of their complementary relationship. While hydrostatic testing identifies leaks and flaws that will negatively affect today’s production, EMI scanning ensures that wall thickness issues relating to rod wear and corrosion will not jeopardize future output. This combination of services provides a comprehensive view of both short term and long term tubing integrity.
Waiting for tubing problems to cause well failure increases the likelihood of inefficient production until the actual failure occurs. A preventive maintenance strategy ensures that the well bore is always producing at maximum efficiency. This also means a significant savings in workover costs by taking advantage of the opportunity to test and scan tubing pulled out of the hole for other purposes. This is one area where production gains and expense savings are possible simultaneously.
From a return on investment perspective, the average cost of testing and scanning once each year is less than a barrel per week. In a Forest Oil gas lift well, finding holes or leaks in the tubing string increased production from 41 BOPD to 220 BOPD[1] (over 500%). While this outcome is certainly not typical, it speaks to the critical role that tubing plays in getting product to the surface.